The product range of Compes
is not limited to the construction of extrusion dies, but includes all the necessary press equipment.
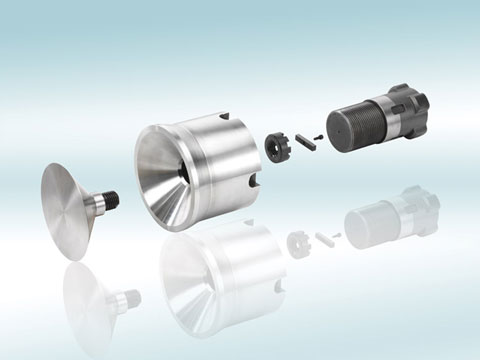
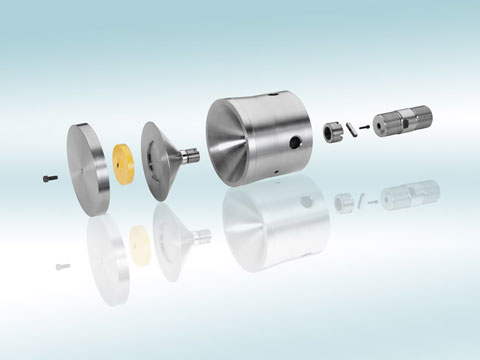
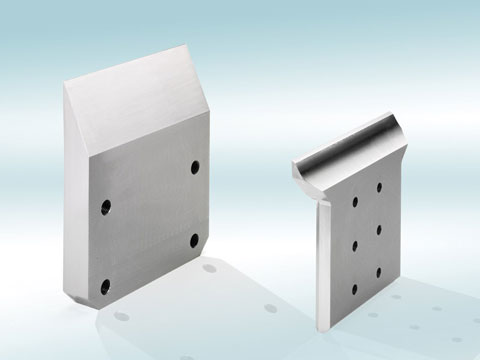
Our engineers work closely with the customer in order to design and develop the ideal press equipment, keeping in mind the types of extrusion profiles and incorporating future tooling upgrades. All dummy blocks and cleaning discs are continuously updated in order to improve their life and production.
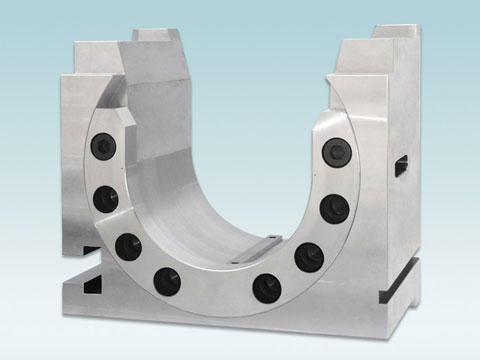
Particular attention is paid to the choice of steel for the construction of pistons and containers, both with one or two liners, with or without cooling. The choice of raw materials plays a key role and this is why we only use world renowned steel manufacturers that have proven their ability.
Moreover, the company invested in a sophisticated heat treatment unit, complete with Metallurgical Laboratory for testing of incoming and internally heat treated material. The department has been specifically equipped for treating special tooling and carrying out shrink fit of containers weighing up to 30 tons.
The heat treatment cycles take place in vacuum furnaces that were chosen according to the quickest cooling rate, in order to give the best quality.
The introduction of nitrogen prevents oxidation on the parts.

The laboratory technicians perform various checks on out-shrink fitted containers. Preliminary inspection includes confirming absence of cracks by means of penetrating liquid, measuring the hardness and calculating the suitability of a new shrink fit. The new parameters of shrink fit are defined depending on the outcome of the inspection.
With the collaboration of skilled and qualified companies we are able to deliver containers complete with electrical equipment.
Pistons and containers are delivered to the customer with certificates recording final inspection, physical and chemical features and heat treatment, regardless of whether the pieces were treated from forgeries or at Compes.
Thanks to significant investments our capabilities include but are not limited to: turning, lapping, milling and deep drilling , using heavy machinery. This is why aluminium extruders and press manufacturers have come to rely on our services as their first choice.