
DIE PREHEATING OVEN®
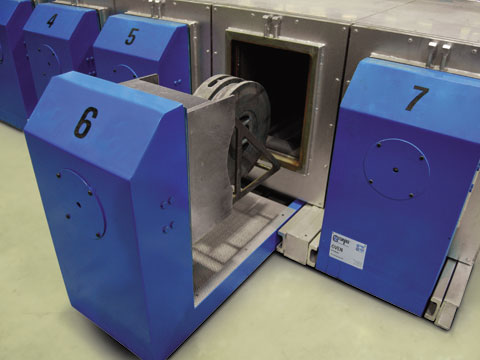
is a technologically advanced system that uses independent drawers. An automated process that is widely being used in many extrusion plants.
The first oven with vacuum chamber for die heating was patented by Compes many years ago. Since then important improvements have been introduced in order to keep it as the quality industry benchmark.
Compes OVEN with independent drawers is a technologically advanced system, widely being used in many extrusion plants.
Strong points that make it particularly attractive:
- Reduction of preheating time.
- The preheat in inert atmosphere eliminates completely the die oxidation.
- Drastic reduction of profile scratches caused by inclusions of oxides.
- Reduction of tests.
- Reliable tests.
- Perfect sealing and insulation.
- Reduction of heat loss during loading and unloading.
- Independent set-up and temperature control for each drawer.
- No sudden changes in temperature with heat at an advanced stage.
- Low consumptions: the independent and individual drawers optimize the die heating time and reduce costs substantially.
- Safety: the operator is protected against possible burns; die loading and unloading are rapid, performing and ergonomic.
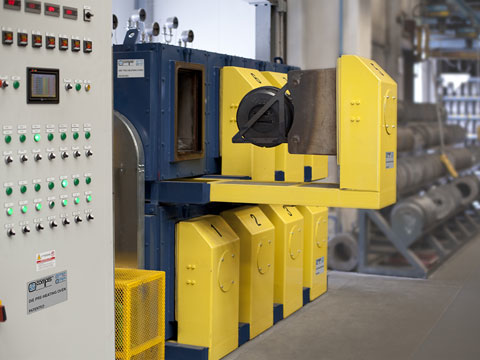
- Possibility to build the oven with drawers in line or stacked.
- Possibility to add further drawers as a function of needs.
Preheating dies in an oven with perfect sealing and with inert atmosphere, without oxygen, offers numerous advantages in financial, technical and health terms.
This oven allows a simplified and independent handling of each die, protecting the temperature of the other ones already under process.
The die is seated on a supporting carriage with a very limited mass, therefore with low thermal capacity and bland radiation.
The structure with independent drawers saves a considerable amount of energy, because the heat that escapes when you open a single chamber of the oven is much lower than the one lost every time you lift the lid of a traditional oven.
The independence of pyrometry in the drawers allows dies with different temperatures as a function of the type and difficulty of extrusion.
COMPES DIE PREHEATING OVEN ® offers safety, ease of use and considerable cost savings.









Main strong points
By introducing COMPES DIE HEATING OVEN ® in their company aluminium extruders obtain various benefits, from a financial, operating, hygienic and environmental point of view.
SAFETY
Reduction of industrial accidents: the operator is no more forced to lean over the oven in order to lift the tooling. So he can avoid useless heat waves and possible burns to his face or his arms.ERGONOMICS
The operator's physical strain is reduced thanks to the handling on a supporting carriage, allowing hooking the die at an ideal height, with increased ease and speed.PERFORMANCE
The system guarantees an actual saving, easy to be calculated. The oven, designed in a completely different way from the traditional heating ovens, allows to operate in an inert and controlled atmosphere, that is to say in presence of pure nitrogen and with less than 5 ppm (parts per million) of oxygen.This is possible thanks to the perfect sealing of each chamber, connected in an independent way to the vacuum network and the distribution of inert gas. The intake of inert gas takes place after cleaning the chamber under vacuum.
Effects of improvement
- Rapidity of individual preheating with definitely lower time than with traditional systems.
- Significant reduction of die cracks and profile scratches.
- Reduced number of tests: with reliable information about uniform and optimal temperatures, tests are more real and distortions from poor preheating are minimized.
- Less waste during the first extrusion: there is no need to use the first billet for a uniform temperature of the die.
- Possibility to leave the die in the oven for long periods without causing oxidation and undermining nitriding.
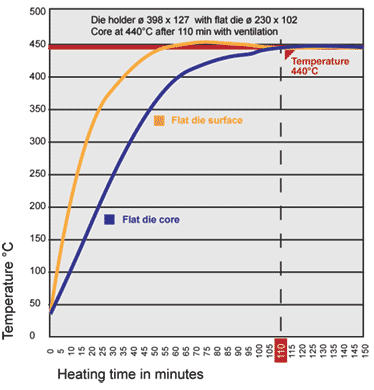
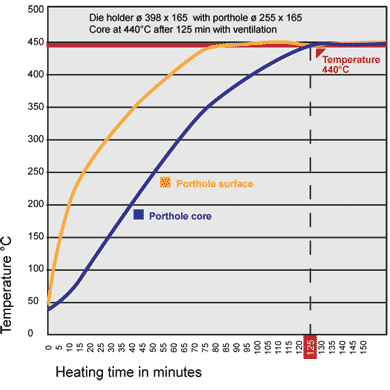
Diagrams for SVPV (vacuum with ventilation)
Technical specifications SVP - SVPV
| Ø | H | Estimated weight | Quantity of resistors | Installed power | Temperature uniformity | Recommended temperature | Minimum minutes with SVP oven without ventilation | Minimum minutes with SVPV oven with ventilation | Maximum number of die changes per day |
|---|---|---|---|---|---|---|---|---|---|
| 320 | 120 | 60 | 6 | 9 Kw | +/- 3 °C | 450 °C | 107 | 96 | 13 |
| 320 | 140 | 70 | 6 | 9 Kw | +/- 3 °C | 450 °C | 125 | 112 | 12 |
| 345 | 160 | 95 | 6 | 9 Kw | +/- 3 °C | 450 °C | 143 | 128 | 10 |
| 360 | 170 | 110 | 6 | 9 Kw | +/- 3 °C | 450 °C | 152 | 136 | 9 |
| 400 | 200 | 160 | 6 | 9 Kw | +/- 3 °C | 450 °C | 179 | 159 | 8 |
| 450 | 200 | 200 | 6 | 12 Kw | +/- 3 °C | 450 °C | 179 | 159 | 8 |
| 490* | 250 | 300 | 9 | 17 Kw | +/- 3 °C | 450 °C | 223 | 199 | 6 |
| 560* | 260 | 400 | 9 | 21 Kw | +/- 3 °C | 450 °C | 232 | 207 | 6 |
| 600* | 270 | 490 | 9 | 24 Kw | +/- 3 °C | 450 °C | 241 | 215 | 6 |
| 600* | 300 | 540 | 12 | 24 Kw | +/- 3 °C | 450 °C | 268 | 239 | 5 |
| 650 | 350 | 720 | 12 | 24 Kw | +/- 3 °C | 450 °C | - | 279 | 5 |
| Ø | Theoretical energy cost per die | Total consumption per heating cycle | Consumption for following hours with SVP | Consumption for following hours with SVPV | Cooling water flow | Nitrogen consumption per each die change |
|---|---|---|---|---|---|---|
| 320 | 0.84 € | 7 Kw | 1.8 Kw | 2.2 Kw | 40 Lt/h | 0.2 Nmc |
| 320 | 0.98 € | 8.1 Kw | 1.8 Kw | 2.2 Kw | 40 Lt/h | 0.2 Nmc |
| 345 | 1.23 € | 10.3 Kw | 1.8 Kw | 2.2 Kw | 40 Lt/h | 0.2 Nmc |
| 360 | 1.38 € | 11.5 Kw | 1.8 Kw | 2.2 Kw | 40 Lt/h | 0.2 Nmc |
| 400 | 1.85 € | 15.4 Kw | 1.8 Kw | 2.2 Kw | 40 Lt/h | 0.2 Nmc |
| 450 | 2.29 € | 19.1 Kw | 2.2 Kw | 2.5 Kw | 50 Lt/h | 0.3 Nmc |
| 490* | 3.38 € | 28.1 Kw | 2.5 Kw | 2.8 Kw | 60 Lt/h | 0.3 Nmc |
| 560* | 4.27 € | 35.6 Kw | 2.7 Kw | 3 Kw | 60 Lt/h | 0.4 Nmc |
| 600* | 4.99 € | 41.6 Kw | 2.7 Kw | 3 Kw | 60 Lt/h | 0.4 Nmc |
| 600* | 6 € | 50 Kw | 3.6 Kw | 4 Kw | 100 Lt/h | 0.7 Nmc |
| 650 | 7.66 € | 63.8 Kw | 3.6 Kw | 4 Kw | 100 Lt/h | 0.7 Nmc |
* SVPV version advised.
For diameters higher than 600 mm only SVPV version should be used.
Heat loss SVP - SVPV

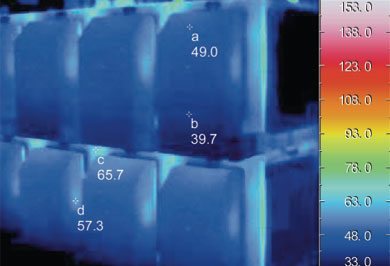
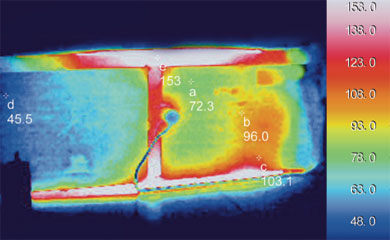
Heat loss traditional oven
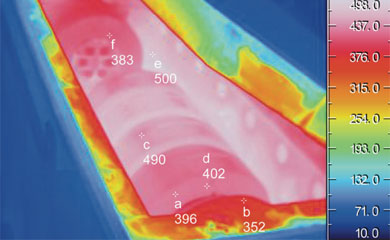
The traditional ovens do not guarantee either the requested temperature or temperature uniformity among all the dies in the oven, while the Compes Oven guarantees the set temperature for each chamber at any point of the die with a Tolerance ± 3 °C.

Oven versions
The oven is available in various versions:
- SVPV = Vacuum + nitrogen with ventilation.
- SVP = Vacuum + nitrogen.
- MFP = Nitrogen cleaning + ventilation.
- LAP = Nitrogen cleaning.
- MFA = Air + ventilation.
- MAP = Air.
The use of ventilation reduces heating time by 25%.
The use of vacuum allows reducing nitrogen consumption by about 10 times.
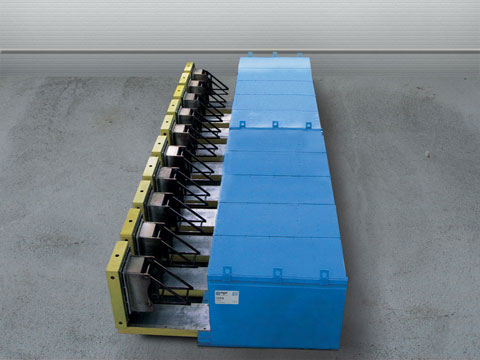
Modular structure with separate drawers, with fron opening.
The choice of drawers quantity is a function of extruder's needs.
Flexible system, allowing increasing the drawers quantity also later.
Possibility to build the oven with stacked drawers for space saving.
Possibility to build the oven with different size drawers.
Guarantee of set temperature for the single chamber in each die point with a tolerance of +/- 3 °C.
Perfect sealing of each chamber, obtained by lining the special rubber gaskets, duly cooled.
The system is supplied in compliance with CE standards or alternative ones.
COMPES DIE HEATING OVEN®: a CO.M.P.ES. S.p.A. trademark.
Compes reserves the right to apply without prior notification any technical modification deemed necessary or as a function of specific requests.